


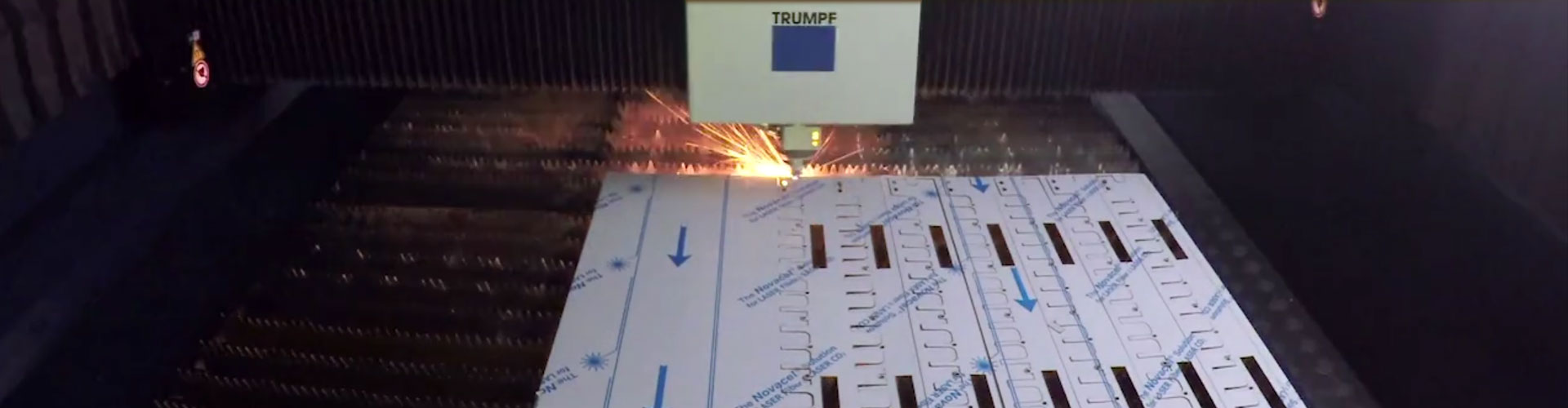

可能很多朋友都曾經(jīng)看到過,在無錫激光切割加工的過程中往往會伴隨著一些很亮眼的火花。同時正是因為有這些火花,所以有一部分朋友會認為這些亮光會對人體產(chǎn)生一定的傷害。那么這種想法到底對不對呢?
實際上,如果我們在操作的過程中,使用的是正規(guī)的無錫激光切割機,并且是按照正確的步驟進行切割加工的話,那么就不會對人體產(chǎn)生傷害。為什么這么說呢?其實,這種切割技術其實是利用激光光束來進行切割的。
當我們將這些激光照射在待切割的工件表面上時,激光束所釋放出來的能量就足以使工件融化并且蒸發(fā)。所以說,無錫激光切割技術是非常精密的一種切割技術,而且切割速度較快,同時還可以切割成不同的形狀和圖案。
相對于其他的切割方式來說,無錫激光切割技術不僅可以保證更好的切割效果,同時還具有更高的安全性。正因如此,該技術已經(jīng)漸漸的取代了傳動式的切割工藝,得到了廣泛的應用。
實際上,無錫激光切割加工技術的先進之處并不僅僅體現(xiàn)在以上這幾個方面。該技術還可以有效的改善切割現(xiàn)場的作業(yè)環(huán)境,因為在進行切割加工的時候,不會產(chǎn)生大量的粉塵,也不會產(chǎn)生濃煙,同同時也不存在噪音污染。
所以,從這幾個方面來進行比較的話,我們就可以看出,其實無錫激光切割技術還是比較環(huán)保的,是比較安全的。也就是說,正常情況下,無錫激光切割技術是不會對人體造成危害的。
影響無錫激光切割加工精度的幾個重要因素:
激光束通過聚焦后的光斑的大小:激光束聚集后的光斑越小,無錫激光切割加工精度越高,特別是切縫較小,最小的光斑可達0.01mm。
工作臺的走位精度決定著激光切割加工的重復精度,工作臺精度越高,切割的精度越高。
工件厚度越大,精度越低,切縫越大。由于激光光束為錐形,切縫也是錐形,厚度0.3MM的材料比2MM的切縫小的多。
工件材質對激光切割精度有一定影響。同樣情況下,不同材質的切割精度也稍有不同,即使是同一材質,如果材料的成分不同,切割的精度也會有差異。
那么,無錫激光切割加工時怎么才能做到高精度呢?
一是焦點位置控制技術。聚焦透鏡焦深越小,焦點光斑直徑就越小,因此控制焦點相對于被切材料表面的位置十分重要。
二是切割穿孔技術。任何一種熱切割技術,除少數(shù)情況可以從板邊緣開始外,一般都必須在板上穿一小孔。早先在激光沖壓復合機上是用沖頭先沖出一孔,然后再用激光從小孔處開始進行切割。
三是嘴設計及氣流控制技術。激光切割鋼材時,氧氣和聚焦的激光束是通過噴嘴射到被切材料處,從而形成一個氣流束。對氣流的基本要求是進入切口的氣流量要大,速度要高,以便足夠的氧化使切口材料充分進行放熱反應;同時又有足夠的動量將熔融材料噴射吹出。
激光切割無毛刺,皺折、精度高,優(yōu)于等離子切割。對許多機電制造行業(yè)來說,由于微機程序的現(xiàn)代化激光切割系統(tǒng)能方便切割不同形狀與尺寸的工件(工件圖紙也可修改),它往往比沖切、模壓工藝更被優(yōu)先選用;盡管它加工速度慢于模沖,但它沒有模具消耗,無需修理模具,還節(jié)約更換模具時間,從而節(jié)省加工費用,降低產(chǎn)品成本,所以從總體上講在經(jīng)濟上更為合算。這也正是其受到歡迎的原因。





